- A+
1.开炼机塑炼
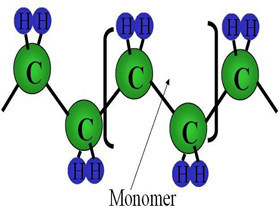
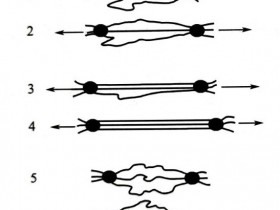
开炼机塑炼是最早使用的一种塑炼方法。开炼机的两个辊筒以不同的转速相对转动,胶料在摩擦力的作用下被辊筒带入辊距中,在辊筒剪切力的作用下,橡胶分子链拉伸断裂,橡胶塑性增加。开炼机塑炼方法的劳动强度大、生产效率较低、操作条件差,但塑炼胶可塑性均匀、热可塑性小、适应面宽、比较机动灵活、投资较小。因此,适用于胶种变化较多、耗胶量较少的场合。
开炼机塑炼通常有薄通塑炼、包辊塑炼及添加化学塑解剂塑炼等方法。薄通塑炼法是将生胶在辊距0.5-1mm下通过辊缝,不包辊,薄通落盘,重复薄通至规定次数或时间,直至获得所需要的可塑性为止。包辊塑炼法是将生胶在较大辊距(5-10mm)下包辊后连续过辊进行塑炼,直至所规定的时间为止,分为一段塑炼和分段塑炼。一段塑炼,塑炼时间长,效率低,不适用于可塑度要求较高的生胶塑炼;分段塑炼,包辊塑炼10-15min,下片、冷却、停放4-8h后,再进行下一次塑炼,直至达到要求的可塑度为止。化学塑解剂塑炼法是在上述的薄通塑炼法和一段塑炼法的基础上,添加化学塑解剂进行塑炼的方法,它能够提高塑炼效率,缩短塑炼时间,降低塑炼胶弹性复原和收缩。2.密炼机塑炼
物料从加料斗加入密炼室后,加料门关闭,压料装置的上顶栓降落,对物料加压。物料在上顶栓压力及摩擦力的作用下,被带入两个具有螺旋棱、有速比的、相对回转的两个转子的间隙中,使物料在由转子与转子,转子与密炼室壁、上顶栓、下顶栓组成的捏炼系统内,受到不断变化和反复进行的剪切、撕拉、搅拌及摩擦的强烈捏炼作用,从而达到塑炼的目的。密炼机塑炼不仅生产能力大,塑炼效率高,而且自动化程度高,电力消耗少,劳动强度和卫生条件都可以得到改善。但密炼机塑炼时,由于胶料受到高温和氧化裂解作用,会使硫化胶的物理机械性能有所下降,而且设备造价较高,占地面积大,清理维修较困难,适应面较窄,故一般适用于胶种变化少、耗胶量大的工业生产。
密炼机塑炼的方法通常有一段塑炼、分段塑炼和添加化学塑解剂塑炼。一段塑炼是将生胶一次投入密炼室中,在一定温度及压力条件下连续塑炼至所需可塑性要求。分段塑炼通常分两段进行,先将生胶置于密炼机中塑炼一定时间(20r/min密炼机塑炼时间为10-15min),然后排胶、捣合、压片、下片、冷却,停放4-8h后,再进行第二段塑炼(时间为10-15min),以满足可塑性要求,二段塑炼胶可塑度可达0.35-0.50(威氏)。添加化学塑解剂塑炼与一段塑炼相同,化学塑解剂的添加量一般为生胶量的0.3%-0.5%,并以母胶形式加入,以提高分散效果。使用化学塑解剂后,塑炼温度可以降低。
3.螺杆塑炼机塑炼
螺杆机塑炼是借助螺杆和带有锯齿螺纹线的衬套间的机械作用,使生胶受到破碎、摩擦、搅拌,并在高温下获得塑炼效果的一种连续塑炼方法。使用设备主要是单螺杆一段塑炼机和双螺杆两段塑炼机。螺杆机塑炼具有连续化、自动化程度高,生产能力大,动力消耗少,占地面积少,劳动强度低等优点,最适用于生胶品种少、耗胶量大的大规模工业生产。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-