
在挤出成型加工中,聚合物熔体受剪切、拉伸外力作用,分子链、填料颗粒会沿着受力方向有序排列,该现象称为分子取向,会使制品呈现显著的各向异性。分子取向是一把“双刃剑”:单丝、热收缩薄膜、拉伸格栅等产品需要...
 成型加工
成型加工挤出成型中的聚合物分子取向机理
阅读全文
成型加工 成型加工
成型加工 成型加工
成型加工 成型加工
成型加工 成型加工
成型加工 成型加工
成型加工 成型加工
成型加工 成型加工
成型加工 成型加工
成型加工 成型加工
成型加工 成型加工
成型加工 弹性体文章
弹性体文章 成型加工
成型加工 成型加工
成型加工 成型加工
成型加工 成型加工
成型加工 成型加工
成型加工 成型加工
成型加工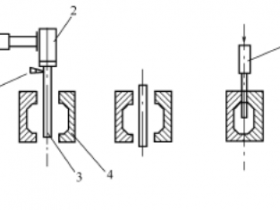 成型加工
成型加工 成型加工
成型加工
