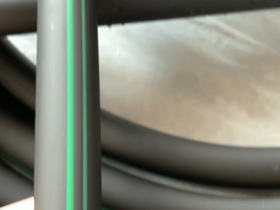
弹性体文章TPV挤出软管粗细不均匀解决方案 如上图,采用了RENPRENE TPV N60AB挤出,客户在加工过程中,发现了管径粗细不均匀。 可能存在的原因如下: ①牵引不稳定; ②挤出不稳定; ③口模压力不稳定; ④材料出口膨胀过大。 对应的... 2021年12月8日 1,231 views 发表评论 阅读全文
弹性体文章吹塑TPV防尘罩管胚切歪解决方案 如上图,客户在使用RENPRENE TPV N1040DN(配2%黑色母)吹塑防尘罩时候,出现了管坯容易被切刀切歪,并且粘在一起。针对这种情况,解决方案如下: ①建议降低吹塑温度; ②建议加大热切刀功... 2021年12月5日 840 views 发表评论 阅读全文
注塑文章关于注塑制件虎皮纹的形成原因和解决措施经典 摘要: 本文用出模膨胀原理揭示了注塑制件形成虎皮纹的原因,并从注塑工艺、模具设计和材料配方三个方面提出了如何解决虎皮纹的措施。 关键词:出模膨胀、巴拉斯效应、虎皮纹、注塑制件 一、引言 目前,大型注塑... 2021年12月5日 5,328 views 发表评论 阅读全文
注塑文章注塑产品表面波浪纹(虎皮纹)怎么解决? 来源于知乎的一个问题:摩托车pp黑件生产时表面有波浪一样的花纹,温度从170到240都试了,无改观,速度越快越明显。图片为快速注塑的结果: 低速注射不明显,但反光从某个角度也能看到一点。有的产品就很好... 2021年12月4日 8,351 views 发表评论 阅读全文
注塑文章注塑件有波浪纹是怎么解决? 下文对注塑波浪纹的处理非常专业,值得学习,但如果材料本身有问题,通过简单的工艺很难调整,除非调整模具,但一般情况下,调整模具又比较费事,注塑工厂可以与材料生产厂家沟通,调整原材料的加工性能。文末,附上... 2021年11月26日 2,149 views 发表评论 阅读全文
弹性体文章如何消除热塑性弹性体注塑成型中的小突起 如上图的凸起(小突点),位置不固定。 这种情况,基本可以判断,不是模具的问题,可能是热塑性弹性体材料或者工艺的问题。 因为注塑工艺,一般情况下,注塑表面至少是平整的,而不应该有突起(凸起),如果再加上... 2021年11月21日 1,278 views 发表评论 阅读全文
弹性体文章如何简单的解决热塑性弹性体粘模问题? 有些产品因为结构的问题,导致模具设计的限制,会造成粘模问题,比如下图产品,浇口只能开在内侧: 上面密封圈使用的是美特韧性哥TPE K065N-E,硬度肖A 60~65A,该牌号特点,机械性能优异,可用... 2021年6月5日 1,521 views 发表评论 阅读全文
弹性体文章热塑性弹性体注塑制品凹痕和气孔的原因及解决方法 一、热塑性弹性体注塑制品凹痕和气孔的原因 1.1. 热塑性弹性体注塑产生气孔的原因 在注塑产品生产过程中,产品凹痕和气孔是不良现象中发生频率最高的,注入模具的塑料在冷却时发生体积收缩,早冷却部分即表面... 2019年8月27日 4,719 views 发表评论 阅读全文
弹性体文章热塑性硫化橡胶TPV吹塑欠料问题解决 热塑性硫化橡胶PP/EPDM,因为通过动态硫化,熔体强度比较大,适合吹塑工艺,尤其是酚醛树脂硫化的TPV,比如美特公司N00系列,吹塑常用的牌号有N85AN、N90AN、N40DN、N50DN。比如N... 2019年7月27日 1,115 views 发表评论 阅读全文
弹性体文章热塑性弹性体TPE接角料存在问题简述及市面上主流牌号介绍 一、TPV/TPE接角料存在问题分析 目前汽车密封条大量使用TPE/TPV接角料,通常对于TPV汽车密封条来说,接角难度不大。但对于EPDM密封条的接角,难度还是有一点。主要存在如下问题: 1)粘接强... 2018年11月21日 4,004 views 1 阅读全文
弹性体文章热塑性橡胶TPV挤出线缆后,为什么外皮容易收缩呢? 在汽车轮速线中使用了韧普利 TPV 1090AN,如下图: 为避免在二次注塑加工端口接插件时,高温融化TPV,我们推荐客户使用TPV 90AB-H,因为90AB-H是酚醛树脂硫化的TPV,而1090A... 2018年9月3日 2,235 views 发表评论 阅读全文
弹性体文章如何解决热塑性弹性体注塑起皮/分层? 关于注塑缺陷,我们还是从经典的“三点式”来分析问题:从材料、模具、注塑工艺来分析造成热塑性弹性体制品产生的起皮现象,在国外没有起皮一说,一般认为是分层,那我们权当起皮是轻微的分层,分层是严重的起皮。 ... 2018年9月3日 6,257 views 1 阅读全文
弹性体文章热塑性弹性体TPR/TPE注塑断浇口原因分析 热塑性弹性体TPE/TPR注塑成型,断浇口是常见的问题之一,注塑时断浇口,会很大程度上影响生产的正常运作。笔者结合网友的一些经验和自己的看法,整理成一篇专门的文章,以期与同行及用户做分享。 韧普利注:... 2018年8月29日 4,939 views 1 阅读全文
塑料文章吹塑制品变形缺陷分析及解决 随着吹塑制品生产行业的快速发展,人们对吹塑制品的外观和使用性能要求越来越高。本文分析了吹塑制品变形缺陷,并提出了解决之道,供业界参考。 吹塑制品变形是指它的外在形状偏离了模具型腔的形状,或凸或凹,或纵... 2018年1月14日 3,331 views 发表评论 阅读全文
注塑文章注塑缺陷之震纹的处理 震纹缺陷是注塑缺陷中浇口附近缺陷类中的典型,但许多人有混淆,对缺陷认不清,或分析错误,今天特做一澄清。 (震纹) 特点是从浇口开始,向周围放射状的裂纹,裂纹深度较深,一般是通透。除此之外,不是震纹,震... 2017年12月31日 2,350 views 发表评论 阅读全文
注塑文章注塑工艺的设定原则:工艺参数及问题解决(简单又全面)老师傅的心血 一、总述 开始时,一般应先选用在低压、低速和长时间的条件下成型,欠注时应根据原料的特性确定是提高压力速度还是温度,在高速和低速都能注满的情况下,除了加 GF 的例外,一般应采 用低速注射,注射时应尽量... 2017年5月31日 12,573 views 发表评论 阅读全文
注塑文章薄壁注塑缺陷改善方法全解(16种) 一、什么是薄壁注塑 薄壁注塑成型技术也称为薄壁塑件注塑成型技术。关于其定义有以下三种: 流动长度与厚度之比 L/T,即从熔体进入模具到熔体必须充填的型腔最远点的流动长度 L 与相应平均壁厚 T 之比在... 2017年1月10日 2,199 views 发表评论 阅读全文

 弹性体文章 弹性体文章
弹性体文章 弹性体文章 弹性体文章
弹性体文章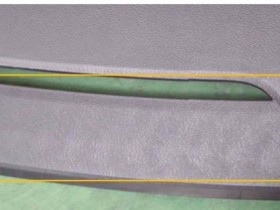 注塑文章
注塑文章 注塑文章
注塑文章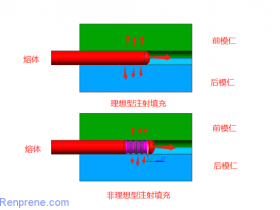 注塑文章
注塑文章 弹性体文章
弹性体文章 弹性体文章
弹性体文章 弹性体文章
弹性体文章 弹性体文章
弹性体文章 弹性体文章
弹性体文章 弹性体文章
弹性体文章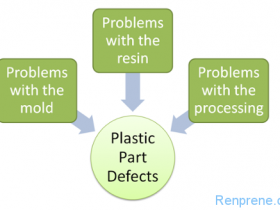 弹性体文章
弹性体文章 弹性体文章
弹性体文章 塑料文章
塑料文章 注塑文章
注塑文章 注塑文章
注塑文章 注塑文章
注塑文章
