- A+
碳纤维
其实就是一种含碳量在95%以上的纤维材料。也就是说,碳纤维的主要元素是碳。它由片状石墨微晶等有机纤维,沿纤维轴向方向堆砌而成,经碳化及石墨化处理而得到的微晶石墨材料。碳纤维不是什么新型材料,但是目前在汽车上的应用也不太多,更多的情况是人们在汽车外壳贴上仿碳纤维贴膜。目前的碳纤维车身主要还是用于高端汽车以及赛道汽车上面,典型的就是宝马的i3就用的是全碳纤维的车身,另外很多方程式赛车为了减重也有大量的部件用了碳纤维的材料。就目前而言,碳纤维的成本对于应用碳纤维是一个较大的限制。下面说一下碳纤维车身的特点。
①重量轻
研究表明,车身重量每减小10%,油耗降低6%~8%,排放降低5~6%, 0-100km/h加速性提升8-10%,制动距离缩短2~7米。而且车身轻量化还可以提升汽车的操控稳定性。碳纤维最大的优点,就是重量不到钢的1/4,比金属铝还要轻,是实现“轻量化”的完美材料。比铝轻30%、比钢轻50%。如果汽车的钢材部件全部由碳纤维复合材料置换,车体重量可减轻300公斤。
②强度高
碳纤维的强度是铁的20倍,而且是在2000℃高温下唯一一种强度不会下降的物质,极佳的冲击吸收能力是普通金属材料的4-5倍。同样截面积的材料,碳纤维可以承受的力超过钢材好几倍。碳纤维应用在半轴和传动轴上,能够达到更优的传动效率。除此以外,碳纤维不同于金属,拥有耐疲劳、耐腐蚀的特性,车辆的碳纤维元件在正常使用下,拥有更长的寿命。
③缺点
但碳纤维材料的一大缺点就是其可塑性差,这主要是因为钢铁等金属材料有延展性,可以发生大的变形而不破坏,而碳纤维复合材料不具备这个特性。所以它强烈撞击后会碎,不能修复只能更换,成本较高。这也是为什么只有超跑和F1赛车才会采用碳纤维车身的原因。
总体来说,碳纤维材质在性能层面的表现要远好过钢材,同等条件下碳纤维车身能给车辆带来安全性、操控性、燃油经济性、耐久性等全方位的提升。我们就坐等碳纤维材料成本下降,家用车也能“用得起”这种顶级材质。据说,宝马i3是用碳纤维的最便宜的车,可千万别撞着它。
碳纤维生产工艺
可以用来制取碳纤维的原料有许多种,按它的来源主要分为两大类,一类是人造纤维,如粘胶丝,人造棉,木质素纤维等,另一类是合成纤维,它们是从石油等自然资源中提纯出来的原料,再经过处理后纺成丝的,如腈纶纤维,沥青纤维,聚丙烯腈(PAN)纤维等。
经过多年的发展,目前只有粘胶(纤维素)基碳纤维、沥青纤维和聚丙烯腈(PAN)纤维三种原料制备碳纤维工艺实现了工业化。
1.粘胶(纤维素)基碳纤维
用粘胶基碳纤维增强的耐烧蚀材料可以制造火箭、导弹和航天飞机的鼻锥及头部的大面积烧蚀屏蔽材料、固体发动机喷管等,是解决宇航和导弹技术的关键材料。粘胶基碳纤维还可做飞机刹车片、汽车刹车片、放射性同位素能源盒,也可增强树脂做耐腐蚀泵体、叶片、管道、容器、催化剂骨架材料、导电线材及面发热体、密封材料以及医用吸附材料等。
虽然它是最早用于制取碳纤维的原丝,但由于粘胶纤维的理论总碳量仅44.5%,实际制造过程热解反应中,往往会因裂解不当,生成左旋葡萄糖等裂解产物而实际碳收率仅为30% 以下。所以粘胶(纤维素)基碳纤维的制备成本比较高,目前其产量已不足世界纤维总量的1%。但它作为航空飞行器中耐烧蚀材料有其独特的优点,由于含碱金属、碱土金属离子少,飞行过程中燃烧时产生的钠光弱,雷达不易发现,所以在军事工业方面还保留少量的生产。
2.沥青基碳纤维
1965年,日本群马大学的大谷杉郎研制成功了沥青基碳纤维。从此,沥青成为生产碳纤维的新原料,是目前碳纤维领域中仅次于PAN基的第二大原料路线。大谷杉郎开始用聚氯乙烯(PVC)在惰性气体保护下加热到400℃,然后将所制PVC沥青进行熔融纺丝,之后在空气中加热到260℃进行不熔化处理,即预氧化,再经炭化等一系列后处理得到沥青基碳纤维。
3.聚丙烯腈(PAN)基碳纤维
PAN基碳纤维的炭化收率比粘胶纤维高,可达45%以上,而且因为生产流程,溶剂回收,三废处理等方面都比粘胶纤维简单,成本低,原料来源丰富,加上聚丙烯腈基碳纤维的力学性能,尤其是抗拉强度,抗拉模量等为三种碳纤维之首。所以是目前应用领域最广,产量也最大的一种碳纤维。
聚丙烯腈基碳纤维的生产主要包括原丝生产和原丝碳化两个过程。
原丝生产过程主要包括聚合、脱泡、计量、喷丝、牵引、水洗、上油、烘干收丝等工序。
碳化过程主要包括放丝、预氧化、低温碳化、高温碳化、表面处理、上浆烘干、收丝卷绕等工序。
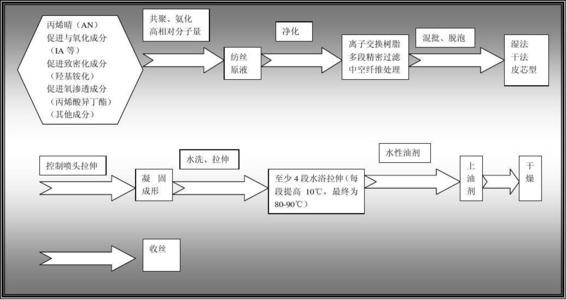 在一定的聚合条件下,丙烯腈(AN)在引发剂的自由基作用下,双键被打开,并彼此连接为线型聚丙烯腈(PAN)大分子链,同时释放出17.5kcal/mol的热量,即生成的聚丙烯腈(PAN)纺丝液经过湿法纺丝或干喷湿纺等纺丝工艺后即可得到PAN原丝。PAN原丝经整经后,送入1#预氧化炉、2#预氧化炉制得预氧化纤维(俗称预氧丝);预氧丝进入低温炭化炉、高温炭化制得碳纤维;碳纤维经表面处理、上浆即得到碳纤维产品。全过程连续进行,任何一道工序出现问题都会影响稳定生产和碳纤维产品的质量。全过程流程长、工序多,是多学科、多技术的集成。
在一定的聚合条件下,丙烯腈(AN)在引发剂的自由基作用下,双键被打开,并彼此连接为线型聚丙烯腈(PAN)大分子链,同时释放出17.5kcal/mol的热量,即生成的聚丙烯腈(PAN)纺丝液经过湿法纺丝或干喷湿纺等纺丝工艺后即可得到PAN原丝。PAN原丝经整经后,送入1#预氧化炉、2#预氧化炉制得预氧化纤维(俗称预氧丝);预氧丝进入低温炭化炉、高温炭化制得碳纤维;碳纤维经表面处理、上浆即得到碳纤维产品。全过程连续进行,任何一道工序出现问题都会影响稳定生产和碳纤维产品的质量。全过程流程长、工序多,是多学科、多技术的集成。
均聚PAN的玻璃化温(Tg)为104℃,没有软化点,在317℃分解,共聚PAN的Tg大约在85~100℃范围内,共聚组分不同、共聚量的差异,使Tg随之变化。共聚含量越多,Tg越低。预氧化的温度控制在玻璃化温度和裂解温度之间,即200~300℃之间。预氧化的目的是使热塑性PAN线形大分子链转化为非塑性耐热梯形结构,使其在炭化高温下不熔不燃、保持纤维形态,热力学处于稳定状态。预氧化的梯形结构使炭化效率显著提高,大大降低了生产成本。同时,预氧丝(预氧化纤维OF)也是一种重要的中间产品,经深加工可制成多种产品,直接进入市场,并已在许多领域得到实际应用。
PAN原丝经预氧化处理后转化为耐热梯形结构,再经过低温炭化(300~1000℃)和高温炭化(1000~1800℃)转化为具有乱层石墨结构的碳纤维。在这一结构转化过程中,较小的梯形结构单元进一步进行交联、缩聚,且伴随热解,在向乱层石墨结构转化的同时释放出许多小分子副产物。同时,非碳元素O、N、H逐步被排除,C逐渐富集,最终形成含碳量90%以上的碳纤维。
另外,通过对碳纤维的进一步石墨化还可以获得高模量石墨纤维或高强度高模系列的高性能碳纤维。即在2000~3000℃高的热处理温度下牵伸石墨化,使碳纤维由无定型、乱层石墨结构向三维石墨结构转化。
对于碳纤维来说,预氧化时间为近百分钟,炭化时间为几分钟,石墨化时间较短,一般只有几秒到数十秒。
国际碳纤维行业发展
日本是全球最大的碳纤维生产国,日本的三家企业:日本东丽、日本东邦和日本三菱丽阳目前拥有全球丙烯腈基碳纤维 50%以上的市场份额。目前,世界碳纤维技术主要掌握在日本公司手中, 其生产的碳纤维无论质量还是数量上均处于世界领先地位,日本东丽更是世界上高性能碳纤维研究与生产的 “ 领头羊” 。碳纤维最成熟的技术在日本。
美国是继日本之后掌握碳纤维生产技术的少数几个发达国家之一,同时又是世界上最大的丙烯腈基碳纤维消费国,约占世界总消费量的 1/3。
世界碳纤维的生产主要集中在日本、 美国、 德国等少数发达国家和我国的台湾省。其中, 碳纤维最大生产商日本东丽、 日本东邦、 日本三菱丽阳的产量合计占全球产量的一半以上。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-