- A+
注塑成型中,往往会出现一种不良现象,一段时间产品OK,但是过一段时间,就会出现各种不良,诸如缺料、飞边、花纹、缩坑等等。造成这种情况的原因有物料的稳定性和成型条件的差异两方面,我们把这种成型品在尺寸、外观、重量等方面的不稳定由成型条件差异引起的称之为注射量不稳定。
通常成型条件差异主要有以下四个方面:注射压力,模具温度,计量,排气。
1、注射压力,主要是指压力不足,一般的注射成型工序为注射→保压→冷却(计量)。注射-保压阶段应该是通过加压来压入已融化树脂的过程。该压力偏低时被压入的树脂量就容易变得不稳定。产生这种压力不足的原因多种多样,具体如下:树脂温度偏低;模具温度偏低;注射速度偏慢;保压偏低;保压时间偏短;VP切换位置过早;主流道、分流道、浇口等的通道部分偏细,从而导致压力传递不畅;树脂流动性差,因此压力损失大;厚度中有特别厚的部分等等。
2、模具温控不稳定,模具温控不稳定时特别容易伴生尺寸的偏心或偏差等。根据模具的具体情况,有时也难以对塑孔栓等进行局部温度调整,从而使偏差加剧。
3、计量不稳定,若计量不稳定,注射的树脂量也就不稳定。这样一来,各次注射之间出现偏差的可能性也就增大了。
4、排气不良,排气口偏弱、排气不畅时,填充量有时会变得不稳定。
相应的改善措施。
1、充分施加保压
由于某种(即便是局部性的)原因,实际的保压力存在不稳定的可能性。因此应采取下列对策。由于平均尺寸会因此而偏大,因此就工序管理而言,有必要设定不同的标准。
成型条件:提高树脂温度;提高保压力;提高模具温度;延长保压时间·加快注射速度;延迟VP切换位置。
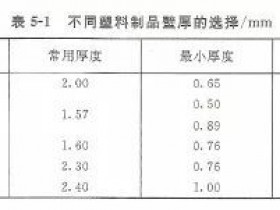
模具:扩大主流道、分流道、浇口等;尽可能使壁厚均一化,厚度标准为2-4t。
材料:改用流动性好的材料。
2、检查模温机
水温控制时,请检查存在问题的部位附近的温控通道是否畅通。特别是塑孔栓等处的温度很容易升高,因此应尽可能对其进行温度控制。如果是电加热器,则请检查加热器的位置。
3、使计量保持稳定
计量不稳一半是注塑机设备方面原因,比如螺杆磨损、套筒磨损、密封漏料等等,需要对设备进行检修,排查出原因,并进行维修或更换。
4、改善排气状况
偶尔也有排气口排气不畅、尺寸不稳定的情况。此时需要降低注射速度,或强化排气口以使排气通畅。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-