- A+
所属分类:注塑文章
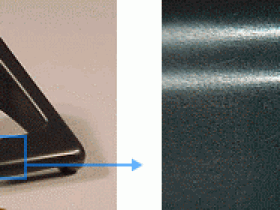
熔接痕也叫熔接线、夹水纹,是由于来自不同方向的熔融树脂前段部分被冷却,在结合处未能完全融合而产生的细线。严格来说,几乎所有的产品都有熔接线,也很难完全消除,只是尽量减弱,或使其移到无关紧要的地方。那么熔接痕形成机理是怎样的呢?改善思路有哪些?
熔接痕是2股料流或多股料流汇合熔接不一致形成。熔体在型腔中流动时,在注塑压力、模具表面状况和环境温度多因素作用下,熔体在层间表皮贴近模腔壁的流动压力小,层中心芯部的流动压力大。
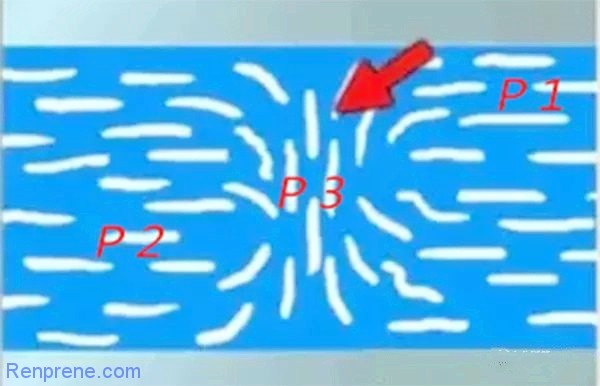
为了使得问题简化,表皮处的熔体压力用P1表示,中心层熔体压力用P2表示,两股熔料经过碰撞汇合,形成垂直于流动方向的流动压力用P3表示。流动压力P3主要是在汇合时碰撞形成的,受限于汇合时层间压力差的大小,也即是说P3的大小取决于P1与P2的压力差。
——熔接线形成机理——
1.熔体层间流动压降较小时,此时P1≈P2,P3较小,两股料流相互熔接塑件的表面与芯部同时熔接,此时表面的熔接纹如果是两股相熔接,形状是一条线,多股相熔接表面是多股熔接线的线条。
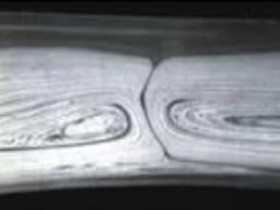
2.熔体层间流动压降较大时,此时P1<<P2,P3较大,此时表面形成的熔接纹形状变化复杂, 不论两股或多股相熔接芯部的熔料在P3 的作用下外翻,形成“斑白” 或称“鱼白”的熔接纹。
——熔接线改善方案——
淡化熔接线,就要降低P3的流动压力,就要消除层间熔体流动的压力降,使得P1尽量靠近P2,当然也可以极端考虑P3≈P2,进行高速、高压注塑成型;
提高熔接强度消除弱连接必须使P1 与P2 在差降低的同时提高P1 与P2 的值,提高模温是关键,必要时可采用急热急冷技术;
总结:高模温、高料温、快速充填。
韧性哥:对于材料来说,软化点越低越好,并且收缩越小越好?
- TPV/TPE业务助理
-

- 更多好文敬请关注
-