弹性体文章TPV挤出软管粗细不均匀解决方案 如上图,采用了RENPRENE TPV N60AB挤出,客户在加工过程中,发现了管径粗细不均匀。 可能存在的原因如下: ①牵引不稳定; ②挤出不稳定; ③口模压力不稳定; ④材料出口膨胀过大。 对应的... 2021年12月8日 1,222 views 发表评论 阅读全文
成型加工废旧塑料再生挤出工艺(二) 三、工艺与设备 废旧塑料再生挤出工艺流程图如下: 图1为典型的回收再生生产线。经过分选后的废旧塑料投入生产线前端的传送带, 由生产线末端制造出再生颗粒料, 送入料仓储存。 破碎机有硬质料破碎机、薄膜料... 2021年4月29日 1,325 views 发表评论 阅读全文
成型加工废旧塑料再生挤出工艺(一) 一、概述 塑料制品的广泛应用给人们的生产、生活带来方便, 但由于高分子材料使用后不易分解, 给生态环境带来一定的影响, 形成“白 色污染”。但是, 我们还应该看到, 废旧塑料不能简单地认为是有害物质,... 2021年4月17日 1,504 views 发表评论 阅读全文
成型加工扁丝挤出工艺 一、概述 制作编织袋、绳索、地毯基布等物品的扁丝, 是采用单轴取向技术而制得的, 主要材料是聚乙烯和聚丙烯。根据用途不同, 扁丝的断面尺寸亦不相同, 宽厚比较大。主要规格尺寸见图1。图中(1)和(2)... 2021年3月18日 1,661 views 发表评论 阅读全文
成型加工流延膜、片挤出工艺 一、工艺原理和流程 图1为流延膜片挤出工艺流程图,原料经挤出机塑化熔融后,熔体经一狭缝形挤出模具,流延铸片经急冷辊冷却,成型为薄膜或片材。流延法挤出成型 工艺可生产0.02~2.5mm厚的膜和片。 图... 2020年11月11日 5,119 views 发表评论 阅读全文
成型加工挤出成型理论之固体输送理论 挤出理论的研究是根据塑料在单螺杆挤出机中的三个历程,即从加料区的固态到过渡区 (熔融区 )的固态-黏流态,直到挤出区(均化区)的黏流态这三种物理过程进行研究的,其目的是提高挤出效率和产品质量。 在挤出... 2020年7月6日 4,065 views 发表评论 阅读全文
成型加工塑料成型工艺基础知识(一) 一、聚合物的物理状态 聚合物按结晶性能可分成两类,一类为有结晶倾向,另一类无结晶倾向。有结晶倾向的聚合物,在一般情况下,也不是一个百分之百的晶体,而是一个结晶区和无结晶区共存的体系。无论是不能结晶的聚... 2020年5月16日 4,115 views 发表评论 阅读全文
弹性体文章TPV材料挤出缺陷及问题分析探讨 现如今,由于TPV的易加工特性,其应用范围越来越广,针对挤出成型,应用包括电线电缆、挤出管、型材、密封条、水切、泥槽等等。为保证正常挤出,一般都需要将TPV原料在80℃烘料2h,并对挤出螺杆进行清理。... 2019年12月30日 4,078 views 发表评论 阅读全文
弹性体文章热塑性弹性体TPE主要问题及成型加工缺陷解决方案 在绿色环保的大环境下,免硫化、可重复使用的热塑性弹性体TPE,具有省能耗、省资源、高生产效率等特点,其年增长率高达6%。在这一背景下,制品生产商采用新型热塑性弹性体材料的用途在逐渐扩大,但随之而出现的... 2018年11月2日 4,047 views 发表评论 阅读全文
加工指南RENPRENE 无卤阻燃热塑性弹性体TPE挤出成型指南 Renprene®韧普利® TPE KA00-G、KA00-H系列的加工条件区域宽广,熔体温度可在 170-210°C, 一般情况下不要超过 230°C。掌握以下简单的小窍门,将更有助于您的生产,为您... 2018年5月31日 3,630 views 2 阅读全文
加工指南RENPRENE 热塑性橡胶TPV挤出成型指南 Renprene®韧普利® TPV 00、1000、8000 和 4000 系列的加工条件区域宽广,熔体温度可在 180-225°C, 一般情况下不要超过 230°C。掌握以下简单的小窍门,将更有助于... 2018年1月29日 3,767 views 2 阅读全文
塑料文章PVC管材挤出生产操作规程 一、开机前维修人员对主机各操作单元、主要部件进行全面检修。 1、检查主机齿轮箱,减速箱的油门是否正常; 2、检查主机和电器各部分是否工作正常,并检查排水是否打开,压缩空气压力是否正常; 3、检查主机防... 2017年11月20日 2,821 views 发表评论 阅读全文

 弹性体文章 弹性体文章
弹性体文章 弹性体文章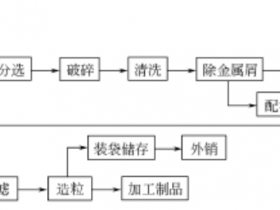 成型加工
成型加工 成型加工
成型加工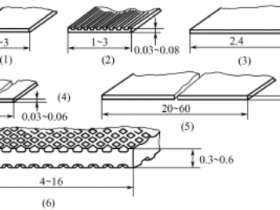 成型加工
成型加工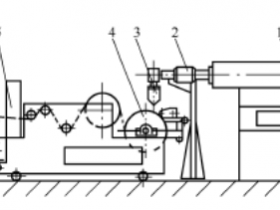 成型加工
成型加工 成型加工
成型加工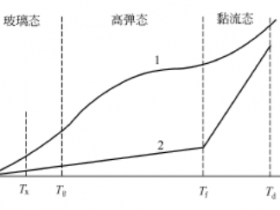 成型加工
成型加工 弹性体文章
弹性体文章 弹性体文章
弹性体文章 加工指南 加工指南
加工指南 加工指南 塑料文章
塑料文章
