- A+
三、工艺与设备
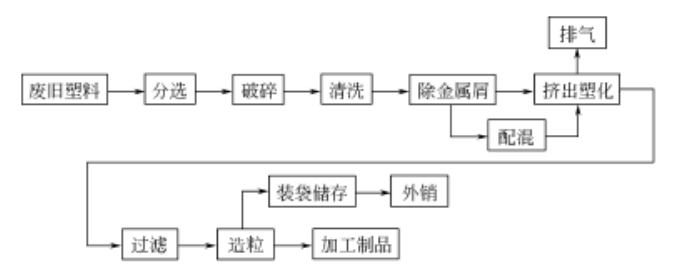
图1为典型的回收再生生产线。经过分选后的废旧塑料投入生产线前端的传送带, 由生产线末端制造出再生颗粒料, 送入料仓储存。 破碎机有硬质料破碎机、薄膜料破碎机、磨粉机等类型, 不论使用哪种类型的破碎机, 影响生产线产量的有两个因素, 一是破碎机落料网孔尺寸的大小和落料卸料速度, 产量随网孔尺寸的增大而增加; 二是破碎机刀片是易损件, 刀片的质量及磨损直接影响生产率, 刀片工作时间越长, 破碎机效率越低。 挤出塑炼、均化、脱气均在挤出机上完成, 挤出设备主要考核以下几点。
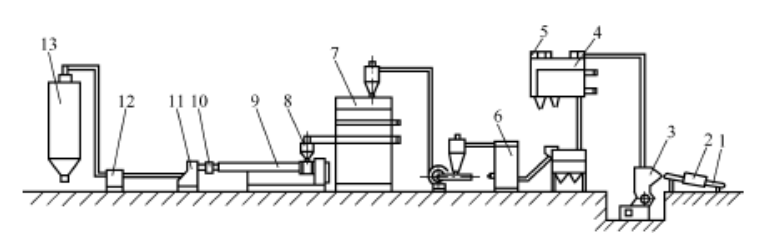
图1回收再生工艺流程示意图
1—运输带; 2—金属检测器; 3—破碎机; 4—储罐; 5—分选器; 6—清洗机;
7—储罐; 8—加料器; 9—挤出机; 10—换网器; 11—切粒机; 12—干燥机; 13—颗粒料仓
(1 ) 由于废旧塑料含水率较高, 特别是吸湿性聚合物, 挤出机应采用排气式单螺杆或双螺杆挤出机。在单螺杆挤出机中, 螺杆结构又有多种形式, 有普通三段式螺杆, 有加料段直径加大型螺杆, 见图2所示, ( a ) 为加料段为锥形,均化段和计量段为圆柱形; ( b ) 为加料段为圆柱形, 过渡段为锥形, 计量段为圆柱形。还有 加料段不等距螺杆, 见图3所示, 为了促使再生料的熔融, 产生良好的压缩作用, 螺杆3处的螺旋角从17. 8°渐增至20°, 螺杆头部还设置混炼剪切段。双螺杆挤出机主要适用于需要混配、填充、增强、改性的废旧塑料的挤出。
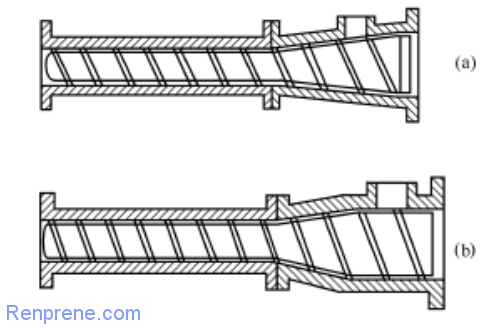
图2回收料再生螺杆形式
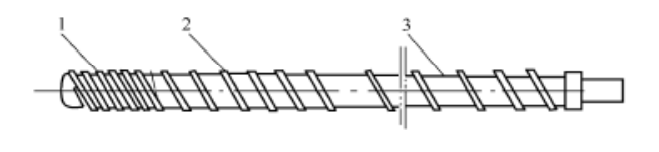
图3回收料再生不等距螺杆形式
1—混炼段; 2—排气段; 3—加料段
(2 ) 由于废旧塑料是松散物, 加大挤出机进料能力十分重要, 尤其是单螺杆挤出机必须在进料口处增设强制的加料器。
(3 ) 废旧塑料熔体无疑会含有一定量的杂质, 要获得高质量的熔体, 挤出机安装换网器或过滤器就显得十分必要。造粒的目的是形成大小均匀、形状良好的颗粒, 用以生产最终的再生产品。粒料直径一般为3~5mm, 长度为1. 5~3mm。造粒 工艺主要有冷切粒法和热切粒法。冷切粒法是由模具挤出多根条状料, 经水冷却和除水后, 进入冷切粒机上造粒。热切粒法是直接在挤出机上安装风冷式或水冷式造粒模具进行切粒, 经干燥后将颗粒料储存。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-