- A+
所属分类:注塑文章
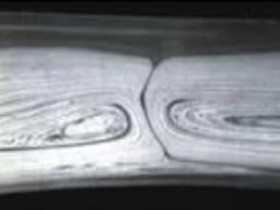
来源于知乎的一个问题:摩托车pp黑件生产时表面有波浪一样的花纹,温度从170到240都试了,无改观,速度越快越明显。图片为快速注塑的结果:

低速注射不明显,但反光从某个角度也能看到一点。有的产品就很好?
网友的答复如下:
1. 杨建宏:你好,这不是波浪纹,专业叫法是虎皮纹,主要原因是材料中弹性材料多,刚性差,流动时压缩率高,流动时间歇弹性膨胀造成,当然材料修正加刚性是最终办法。工艺办法是降射速及模温,低料温,高背压,
2. 某知乎用户:从照片看起来,好像是内应力造成的。把料筒温度提高倒260 - 280℃,射胶压力垫(残料量)稍微留多点,模具接热水机60-80℃,浇口加大一点,采用低压低速(相对来说)试一试,看能不能有所改善。
韧性哥注:上面网友的回答,从工艺角度,都应该会有一定的效果。但1#回答中,降低料温,尤其不理解啊!可能是基于虎皮纹产生的原因(弹性体材料受到压缩引起虎皮纹)!但基于热塑性弹性体行业常识,不管弹性体硬度从十几A还是几十D,都罕见出现这种虎皮纹。
一般热塑性弹性体或者弹性体增韧的聚烯烃,如果出现虎皮纹,从材料角度,我们觉得①流动性不够,②材料相容性不够,③材料在高剪切速率下,熔体破裂。
基于上述原因,在工艺上应该提高注塑温度,而不是降低,并且尽可能降低注塑速率,从模具角度,加大流道;从材料角度,提高流动性,解决相容性,改善熔体破裂性能。
而从上面用户的描述,提高温度没有效果,降低注塑速度有效果,那最终还需要调整模具,当然调整材料是更方便的。
推荐阅读:注塑件有波浪纹是怎么解决?
- TPV/TPE业务助理
-

- 更多好文敬请关注
-