- A+
注塑机根据注射成型工艺要求是一个机电一体化很强的机种,主要由注射部件、合模部件、机身、液压系统、加热系统、控制系统、加料装置等组成。如下图:
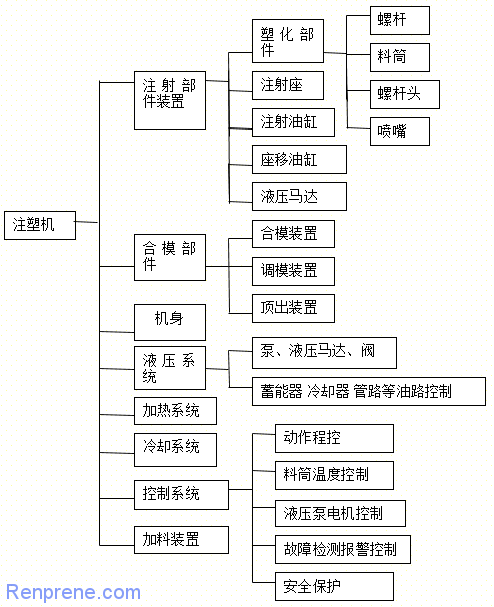
注塑部件的典型结构
1.注射部件的组成
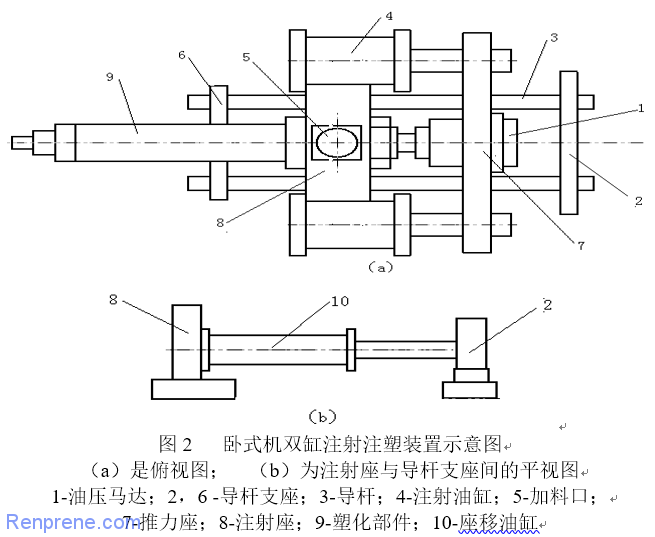
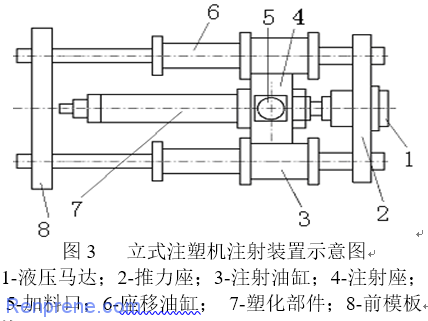
目前,常见的注塑装置有单缸形式和双缸形式。因不同的厂家、不同型号的机台其组成也不完全相同。立式机和卧式机注塑装置的组成图分别如图2和图3。
工作原理是:预塑时,在塑化部件中的螺杆通过液压马达驱动主轴旋转,主轴一端与螺杆键连接,另一端与液压马达键连接,螺杆旋转时,物料塑化并将塑化好的熔料推到料筒前端的储料室中,与此同时,螺杆在物料的反作用下后退,并通过推力轴承使推力座后退,通过螺母拉动活塞杆直线后退,完成计量,注射时,注射油缸的杆腔进油通过轴承推动活塞杆完成动作,活塞的杆腔进油推动活塞杆及螺杆完成注射动作。
2.塑化部件
塑化部件有柱塞式和螺杆式两种,下面就对螺杆式做一下介绍。
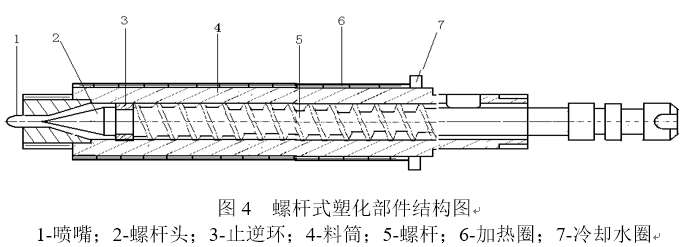
螺杆式塑化部件如图4所示,主要由螺杆、料筒、喷嘴等组成,塑料在旋转螺杆的连续推进过程中,实现物理状态的变化,最后呈熔融状态而被注入模腔。因此,塑化部件是完成均匀塑化,实现定量注射的核心部件。
 螺杆式塑化部件的工作原理:预塑时,螺杆旋转,将从料口落入螺槽中的物料连续地向前推进,加热圈通过料筒壁把热量传递给螺槽中的物料,固体物料在外加热和螺杆旋转剪切双重作用下,并经过螺杆各功能段的热历程,达到塑化和熔融,熔料推开止逆环,经过螺杆头的周围通道流入螺杆的前端,并产生背压,推动螺杆后移完成熔料的计量,在注射时,螺杆起柱塞的作用,在油缸作用下,迅速前移,将储料室中的熔体通过喷嘴注入模具。
螺杆式塑化部件的工作原理:预塑时,螺杆旋转,将从料口落入螺槽中的物料连续地向前推进,加热圈通过料筒壁把热量传递给螺槽中的物料,固体物料在外加热和螺杆旋转剪切双重作用下,并经过螺杆各功能段的热历程,达到塑化和熔融,熔料推开止逆环,经过螺杆头的周围通道流入螺杆的前端,并产生背压,推动螺杆后移完成熔料的计量,在注射时,螺杆起柱塞的作用,在油缸作用下,迅速前移,将储料室中的熔体通过喷嘴注入模具。
螺杆式塑化部件一般具有如下特点:
① 螺杆具有塑化和注射两种功能;
② 螺杆在塑化时,仅作预塑用;
③ 塑料在塑化过程中,所经过的热历程要比挤出长;
④ 螺杆在塑化和注射时,均要发生轴向位移,同时螺杆又处于时转时停的间歇式工作状态,因此形成了螺杆塑化过程的非稳定性。
(1) 螺杆
螺杆是塑化部件中的关键部件,和塑料直接接触,塑料通过螺槽的有效长度,经过很长的热历程,要经过3态(玻璃态、黏弹态、黏流态)的转变,螺杆各功能段的长度、几何形状、几何参数将直接影响塑料的输送效率和塑化质量,将最终影响注射成型周期和制品质量。
与挤出螺杆相比,注塑螺杆具有以下特点:
① 注射螺杆的长径比和压缩比比较小;
② 注射螺杆均化段的螺槽较深;
③ 注射螺杆的加料段较长,而均化段较短;
④ 注射螺杆的头部结构,具有特殊形式。
螺杆的基本参数
螺杆的基本结构如图5所示,主要由有效螺纹长度L和尾部的连接部分组成。
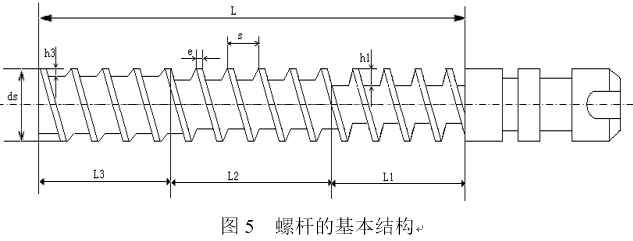 ds — 螺杆外径,螺杆直径直接影响塑化能力的大小,也就直接影响到理论注射容积的大小,因此,理论注射容积大的注塑机其螺杆直径也大。
ds — 螺杆外径,螺杆直径直接影响塑化能力的大小,也就直接影响到理论注射容积的大小,因此,理论注射容积大的注塑机其螺杆直径也大。
L/ds — 螺杆长径比。L是螺杆螺纹部分的有效长度,螺杆长径比越大,说明螺纹长度越长,直接影响到物料在螺杆中的热历程,影响吸收能量的能力,而能量来源有两部分:一部分是料筒外部加热圈传给的,另一部分是螺杆转动时产生的摩擦热和剪切热,由外部机械能转化的,因此,L/ds直接影响到物料的熔化效果和熔体质量,但是如果L/ds太大,则传递扭矩加大,能量消耗增加。
L1—加料段长度。加料段又称输送段或进料段,为提高输送能力,螺槽表面一定要光洁,L1的长度应保证物料有足够的输送长度,因为过短的L1会导致物料过早的熔融,从而难以保证稳定压力的输送条件,也就难以保证螺杆以后各段的塑化质量和塑化能力。塑料在其自身重力作用下从料斗中滑进螺槽,螺杆旋转时,在料筒与螺槽组成的各
推力面摩擦力的作用下,物料被压缩成密集的固体塞螺母,沿着螺纹方向做相对运动,在此段,塑料为固体状态,即玻璃态。
h1— 加料段的螺槽深度。h1深,则容纳物料多,提高了供料量和塑化能力,但会影响物料塑化效果及螺杆根部的剪切强度,一般h1≈(0.12~0.16)ds。
L3 — 熔融段长度。熔融段又称均化段或计量段,熔体在L3段的螺槽中得到进一步的均化,温度均匀,组分均匀,形成较好的熔体质量,L3长度有助于熔体在螺槽中的波动,有稳定压力的作用,使物料以均匀的料量从螺杆头部挤出,所以又称计量段。L3短时,有助于提高螺杆的塑化能力,一般L3=(4~5)ds。
h3 —熔融段螺槽深度,h3小,螺槽浅,提高了塑料熔体
的塑化效果,有利于熔体的均化,但h3过小会导致剪切速率过高,以及剪切热过大,引起分子链的降解,影响熔体质量,;反之,如果h3过大,由于预塑时,螺杆背压产生的回流作用增强,会降低塑化能力。
L2 — 塑化段(压缩段)螺纹长度。物料在此锥形空间内不断地受到压缩、剪切和混炼作用,物料从L2段入点开始,熔池不断地加大,到出点处熔池已占满全螺槽,物料完成从玻璃态经过黏弹态向黏流态的转变,即此段,塑料是处于颗粒与熔融体的共存状态。L2的长度会影响物料从玻璃态到黏流态的转化历程,太短会来不及转化,固料堵在L2段的末端形成很高的压力、扭矩或轴向力;太长则会增加螺杆的扭矩和不必要的消耗,一般L2=(6~8)ds。对于结晶型的塑料,物料熔点明显,熔融范围窄,L2可短
些,一般为(3~4)ds,对于热敏性塑料,此段可长些。
S — 螺距,其大小影响螺旋角,从而影响螺槽的输送效率,一般S≈ds。
ε — 压缩比。ε=h1/h3,即加料段螺槽深度h1与熔融段螺槽深度h3之比。ε大,会增强剪切效果,但会减弱塑化能力,一般来讲,ε稍小一点为好,以有利于提高塑化能力和增加对物料的适应性,对于结晶型塑料,压缩比一般取2.6~3.0。对于低黏度热稳定性塑料,可选用高压缩比;而高黏度热敏性塑料,应选用低压缩比。
(2)螺杆头
在注射螺杆中,螺杆头的作用是:预塑时,能将塑化好的熔体放流到储料室中,而在高压注射时,又能有效地封闭螺杆头前部的熔体,防止倒流。
螺杆头分为两大类,带止逆环的和不带止逆环的,对于带止逆环的,预塑时,螺杆均化段的熔体将止逆环推开,通过与螺杆头形成的间隙,流入储料室中,注射时,螺杆头部的熔体压力形成推力,将止逆环退回流道封堵,防止回流。
对于有些高黏度物料如PMMA、PC或热稳定性差的物料PVC等,为减少剪切作用和物料的滞留时间,可不用止逆环,但这样的注射时会产生反流,延长保压时间。
螺杆头要灵活、光洁;止逆环与料筒配合间隙要适宜,即要防止熔体回流,又要灵活;既有足够的流通截面,又要保证止逆环端面有回程力,使在注射时快速封闭;结构上应拆装方便,便于清洗;螺杆头的螺纹与螺杆的螺纹方向相反,防止预塑时螺杆头松脱。
(3)料筒
料筒是塑化部件的重要零件,内装螺杆外装加热圈,承受复合应力和热应力的作用,结构如图6:
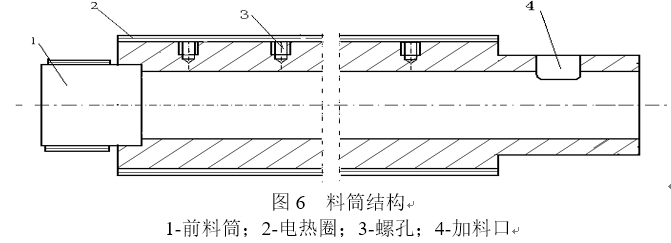 螺孔3装热电偶,要与热电偶紧密地接触,防止虚浮,否则会影响温度测量精度。
螺孔3装热电偶,要与热电偶紧密地接触,防止虚浮,否则会影响温度测量精度。
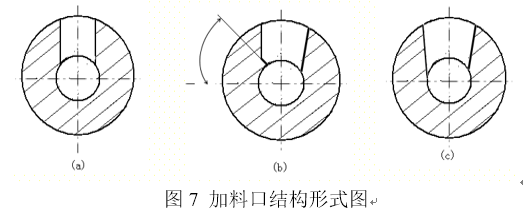
加料口的结构形式直接影响进料效果和塑化部件的吃料能力,注塑机大多数靠料斗中物料的自重加料,常用的进料口截面形式如图7所示:对称形料口如图7(a),制造简单,但进料不利;现多用非对称形式,如图7(b)、7(c)所示,此种进料口由于物料与螺杆的接触角大,接触面积大,有利于提高进料效率,不易在料斗中开成架桥空穴。
 料筒壁厚要求有足够的强度和刚度,因为料筒内要承受熔料和气体压力,且料筒长径比很大,料筒要求有足够的热容量,所以料筒壁要有一定的厚度,否则难以保证温度的稳定性;但如果太厚,料筒笨重,浪费材料,热惯性大,升温慢,温度调节有较大的滞后现象。
料筒壁厚要求有足够的强度和刚度,因为料筒内要承受熔料和气体压力,且料筒长径比很大,料筒要求有足够的热容量,所以料筒壁要有一定的厚度,否则难以保证温度的稳定性;但如果太厚,料筒笨重,浪费材料,热惯性大,升温慢,温度调节有较大的滞后现象。
料筒间隙指料筒内壁与螺杆外径的单面间隙,此间隙太大,塑化能力降低,注射回泄量增加,注射时间延长,在此过程中引起物料部分降解;如果太小,热膨胀作用使螺杆与料筒摩擦加剧,能耗加大,甚至会卡死,此间隙Δ=(0.002~0.005)ds。
料筒的加热与冷却注塑机料筒加热方式有电阻电热、陶瓷加热、铸铝加热,应根据使用场合和加工物料合理设置,常用的有电阻加热和陶瓷加热,为符合注塑工艺要求,料筒要分段控制,小型机3段,大型机一般5段。
冷却是指对加料口处进行冷却,因加料口处若温度过高,固料会在加料口处“架桥”,堵塞料口,从而影响加料段的输送效率,故在此处设置冷却水套对其进行冷却。我厂是通过冷却循环水对加料口进行冷却的。
(4)喷嘴
喷嘴是连接塑化装置与模具流道的重要部件,喷嘴有多种功能:
预塑时,建立背压,驱除气体,防止熔体流涎,提高塑化能力和计量精度;注射时,与模具主浇套形成接触压力,保持喷嘴与浇套良好接触,形成密闭流道,防止塑料熔体在高压下外溢;注射时,建立熔体压力,提高剪切应力,并将压力头转变成速度头,提高剪切速度和温升,加强混炼效果和均化作用;改变喷嘴结构使之与模具和塑化装置相匹配,组成新的流道型式或注塑系统;喷嘴还承担着调温、保温和断料的功能;减小熔体在进出口的粘弹效应和涡流损失,以稳定其流动;保压时,便于向模具制品中补料,而冷却定型时增加回流阻力,减小或防止模腔中熔体向回流。
喷嘴的基本形式
喷嘴可分为直通式喷嘴、锁闭式喷嘴、热流道喷嘴和多流道喷嘴,现阶段我厂用的都是直通式喷嘴。
直通式喷嘴是应用较普遍的喷嘴,其特点是喷嘴球面直接与模具主浇套球面接触,喷嘴的圆弧半径和流道比模具要小,注射时,高压熔体直接经模具的浇道系统充入模腔,速度快、压力损失小,制造和安装均较方便。
锁闭式喷嘴主要是解决直通式喷嘴的流涎问题,适用于低黏度聚合物(如PA)的加工。在预塑时能关闭喷嘴流道,防止熔体流涎现象,而当注射时又能在注射压力的作用下开启,使熔体注入模腔。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-