- A+
一、何谓充填不足?(外观)
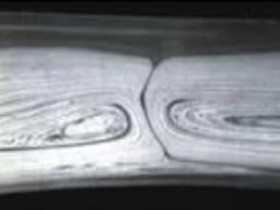
充填不足是指无法完全填充成型品。正常品会得到与模具一致的产品,而充填不足品则无法得到所希望的形状。充填不足是在树脂流动性不足或树脂计量值偏少时产生的。

充填不足时的状况 (手柄模具,大小约为10cm)
二、充填不足的生成原因
1、流动性不足
如果只是因为流动性不足而导致充填不足的话,则估计有以下几种条件:
- 树脂温度偏低(2)模具温度偏低(3)材料流动性不足(4)注射速度偏低(5)注射压力偏低
2、计量值偏少
如果计量值少于产品所需的量,则必然导致充填不足。有时不仅是因计量值偏少,而且还会因计量不良所产生的差错而导致充填不足。
3、产品形状或模具问题
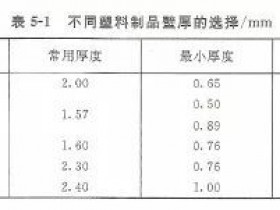
产品形状和模具构造也是产生充填不足的原因。浇口尺寸偏小、分流道偏细时流动性会降低,因此也很容易导致充填不足。此外,如果产品的壁厚偏 薄,当然也很容易发生充填不足。
4、排气口不合适
流动末端排气不畅时有时也会出现充填不足。排气口应尺寸充足,位置适当。
5、预干燥不足
如果因与上述相同的原因而产生大量气体,则在流动末端有时也会出现充填不足。必须预先进行适度干燥以去除水分等。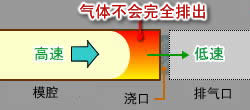
6、V-P切换
是指注射→保压的切换位置。如果这一切换位置过早(也就是过早地转移到保压阶段),流动性就会整体下降,从而导致充填不足。
三、充填不足的对策
1、尝试提高流动性
首先尝试提高流动性。提高流动性的方法如下:
(1)提高树脂温度(2)提高模具温度(3)改用高流动型材料(4)加快注射速度(5)提高注射压力(6)降低V-P切换位置(使之接近0)
除更改成型条件外,下列方法也可有效提高流动性:
(7)扩大浇口尺寸(8)扩大分流道
2、检查计量值
注射结束后,检查机筒内是否有残留的缓冲量(cushion)。由于还存在计量不良或各次注射之间的偏差,因此需要多观察几次注射。若缓冲 量为零时,请增加计量值。
3、检查排气状况
检查是否充分进行过预干燥。为每种树脂所推荐的干燥条件都标注在产品袋上。请将实际结果与该值进行对比。
同时还应检查流动末端的排气口是否完好。如果有烧焦的迹象,则很可能排气不良。应设法扩大或添加排气口。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-