
- A+
光泽作为物体的表面特性,取决于表面对光的镜面反射能力,所谓镜面反射是指反射角与入射角相等的反射现象。若物体表面为光学平滑面,即表面凹陷间隙小于1/16入射波长,当入射光为平行光束时,则镜面反射光也为平行光束,且完全不受物体本身颜色的影响,入射光为白光,镜面反射光仍为白光。在理论上,光泽被定义为物体表面镜面反射能力与完全镜面反射能力的接近程度。对于镜面,入射光几乎全部沿镜面方向反射,对于“无光泽”表面,入射光在任何角度反射都一样,出现所谓漫反射现象。大多数热塑性弹性体材料表面既非完全镜面,也非完全无光泽表面,而是介于两者之间。
光泽度是在一组几何规定条件下对材料表面反射光的能力进行评价的物理量。因此,它表述的是具有方向选择的反射性质。根据光泽的特征,可将光泽分成几类,我们通常说的光泽是指“镜向光泽”,所以光泽度计,有时也叫镜向光泽度计。

光泽度的单位,根据JIS的规定,光泽度的单位为%或者数字即可。此外,记录时,原则上应明确测定角度、测定仪器厂家名、型号,所以光泽度只需记录数值,不用单位。如果一定要单位的话,可用英文GU表示,GU也就是GLOSS UNIT(光泽单位)。
通常热塑性弹性体是多重组分的共混物、或者是硬段和软段的多嵌端共聚物,用其材料加工的制品表面光泽,通常取决于共混物组分、各嵌段比例及结构,及加工的工艺条件。下面别叙述:
1. 高分子材料的结构
通常分子量大、支链多、分子量分布窄、交联度高、结晶度低的聚合物光泽度低,就是会比较哑光,主要原因是分子量大、有支链的情况下,聚合物排列规则比较困难,分子会发生缠绕,分子与分子之间有孔穴。因此相对来说无定型聚合物比结晶聚合物哑光程度更高。有些分子侧基比较大的聚合物,比如PPO,因为分子运动困难,也会比较哑光,光泽度比较低。照这个解释,那通常聚合物的光泽度排列如下:(光泽高的在前)
PP>HDPE>LDPE>UHMWPE
SBS>SEBS
POE>EPDM
由此我们通过光泽度来判断TPE-S中的基材是用的SBS,还是SEBS,SEBS是分子量大还是小?
我们也可以通过光泽来初步判断TPV中的EPDM交联程度的高低,还有PP/EPDM中EPDM的占比。
推荐阅读:如何快速鉴别各种不同的弹性体
2. 添加剂的影响
通常软化剂(填充油)、润滑剂,尤其是外润滑剂,都会提高高分子材料的光泽度,主要是2方面的作用:第1,软化剂和润滑剂的添加,增加了分子的活动能力,提高了流动性,降低了熔体破裂的可能,使高分子材料加工过程中形成的表面更加平整,第2,作为外润滑剂,润滑剂首先析出到模具表面,使模具与材料的摩擦更小,这样可以使材料表面更加光滑,其次,外润滑剂缓慢迁移到材料表面,在材料表面形成光滑的润滑层,增加了材料的光泽度。
通常填料的添加,则降低了高分子材料的光泽,这具体和填料的形状、大小、孔隙率有关,一般粒径不能太小,不然达不到一定的粗糙度,孔隙率也要大,孔隙率大的填料能吸收一定的低分子量添加剂或者聚合物。
3. 加工工艺的影响
3.1 温度,通常温度越高,光泽度越高,原理是温度越高,高分子材料的粘度越低,粘度越低,材料混合的更均匀,造成熔体破裂的可能性越低,冷却的过程相对较长,结晶更加完善。在注塑工艺上,材料在型腔流动的更长而不至于固化;
3.2 压力,通常压力越大,光泽度越高,因为压力越大,高分子材料被压得越密实;举个例子:TPV通常比较哑光,但用水下切粒做出来的粒子,表面就很有光泽,而用水环切粒切出来的粒子外观就比较哑光,主要原因是水下切粒模头的压力要比水环切力大的多,也比一般的注塑压力要大。
3.3 拉伸,这里的拉伸主要是指挤出加工时候,或者吹塑时候,对聚合物熔体进行的牵引,一般来讲,对于共混物,拉伸会降低光泽,主要原因是破坏了本来在表面的润滑剂、其次拉伸导致一些添加剂更容易迁移到表面,尤其是填料,因为填料不具备拉伸性。
3.4 模具,模具对光泽的影响也非常大,如果模具做了皮纹处理,那材料表面的光泽度就明显下降,而模具做了镜面处理,则材料的光泽就会提高。
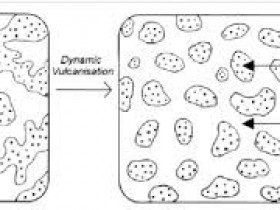
从上面所述,我们就可以知道不同热塑性弹性体材料的外观为什么有的会有光泽,有的就比较哑光?比较特殊的是TPV(PP/EPDM),导致TPV哑光的,主要是其中含有交联的EPDM分散相,在注塑、挤出加工时候,这些分散相降低了TPV材料表面的平整度,提高了漫反射,所以,TPV看起来比较哑光。所以,当有客户提出需要非常有光泽的TPV,比如接近TPU的光泽,我们很无奈,顶多我们可以略微提高下TPV的光泽而已。
那为什么有些橡胶制品、或者辐照交联PO,也不是特别哑光呢?这个其实还是表观的平整程度所决定的,比如辐照交联之前,XLPO在单螺杆挤出机上挤出线缆,此时定型的外观非常光滑平整,而在辐照的时候,并没有破坏其表面,只是对里面的HDPE进行了交联,这种交联是整体性的、网状的,而非如TPV般,是交联的EPDM微粒分散在聚丙烯相中。同样的道理,对于橡胶制品,如果模压的压力特别大,虽然橡胶硫化了,但制品表面还是比较平整,那么外观也会有一定的光泽。
推荐阅读:德固赛消光粉/哑光粉/消光剂介绍
- TPV/TPE业务助理
-

- 更多好文敬请关注
-





2018年11月6日 下午4:13 沙发
您好,我想问一下,如果是把这些弹性体做发泡材料,那哪种材料发泡出来的效果会更哑光呢?我们做了几次对比,规律是添加了SEBS/EPDM/合成橡胶比用EVA/POE/OBC发泡出来的要更哑光。
2018年11月6日 下午4:17 板凳
文中提到“分子量分布窄”的会更哑光,这个与其它一些文献资料是相反的,很多文献上有提到“分子量分布宽”的会更哑光:分子量分布宽,材料的不规整度会提高,光泽度会下降。