- A+
高分子材料依据分子聚集态可分为结晶型与无定型两大类,结晶性能是决定结晶聚合物力学、光学、阻隔、尺寸稳定等核心使用性能的关键属性。聚合物结晶并非单纯由分子结构决定,分子链本征结构、成型加工工艺、后处理方式都会改变结晶度、晶粒尺寸与晶体形态,进而左右制品最终品质。本文结合高分子结构与成型加工逻辑,系统梳理聚合物结晶的影响因素、结晶行为带来的性能变化,以及挤出、注塑等工艺对结晶的调控思路。
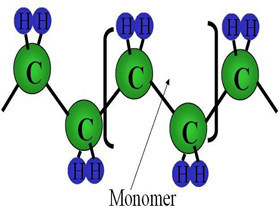
一、高分子链本征结构决定结晶基础能力
聚合物能否结晶、结晶难易程度,根源在于高分子链自身的分子结构,具备以下特征的分子链更易规整堆砌形成晶体:
第一,分子链结构简洁,重复单元简单、分子量适中。简单链段空间位阻小,分子链运动、规整排列阻力更低;分子量过高会增大分子链缠结,阻碍结晶,过低则材料力学性能不足,适中分子量最利于平衡结晶与力学性能。
第二,主链支链数量少。大量支链会破坏分子链规整排列,打断有序堆砌区域,低密度聚乙烯因支链繁多结晶度远低于线性高密度聚乙烯。
第三,主链化学对称性优异,取代基体积小且对称。如聚乙烯无侧基、聚丙烯甲基单侧规整排布,均具备优良结晶能力;而聚苯乙烯苯环体积大、不对称排布,常规状态下难以结晶。
第四,分子链立构规整度高。等规、间规聚合物规整度高,可有序堆砌;无规聚合物分子链杂乱无章,几乎无法结晶。
第五,分子链刚性与分子间作用力适中。分子链过刚则链段运动困难,难以完成规整折叠;分子间作用力过强会束缚链段,同样延缓结晶,适中的作用力与柔顺性才能兼顾结晶速度与晶体稳定性。
二、成型加工工艺对结晶行为的动态调控
高分子熔融成型过程中的温度、压力、冷却速率,会直接改变晶核生成、晶体生长全过程,是工业中调控结晶最核心的手段。
(一)熔融温度与熔融时间
熔体内部残存晶核数量直接决定结晶模式。熔融温度越高、保温时间越长,原有残存晶核完全熔融消失,冷却时只能依靠分子热运动均相成核,结晶速度缓慢,最终生成尺寸粗大的球晶,制品冲击韧性、热变形性能下降;反之,低温短时间熔融会保留大量残留晶核,冷却时发生异相成核,结晶速度大幅提升,晶粒细小均匀,材料机械强度、耐热性显著提升。
(二)成型压力
成型压力提升会使熔体内部产生剪切应力与拉伸应变,诱导分子链沿受力方向取向排列,提升结晶度,同时改变晶体形态。高压、强剪切条件下,原本球状晶体可转变为取向行晶、柱晶,是纤维、拉伸薄膜高强度的核心成因,如高密度聚乙烯纺丝时,拉伸应力可让结晶速率提升数个数量级。
(三)冷却速度
冷却速率直接决定结晶度、晶粒尺寸与透光性。冷却速度越快,分子链来不及规整排列,结晶度低、晶粒微小,制品透光性好,但刚性、阻隔性能下降;冷却速度缓慢时,链段有充足时间堆砌生长大尺寸球晶,结晶度升高,材料强度、阻隔性提升,但球晶与非晶区界面会散射光线,制品呈半透明甚至不透明。工业生产多采用中等冷却速率,将冷却温度控制在玻璃化转变温度T_g与最大结晶速率温度区间,平衡透光与力学性能。不同制品需求差异化调控冷却:聚乙烯薄膜追求高韧性、高透明,需低结晶度,采用快速冷却;结构塑料件侧重拉伸强度与刚性,需提高结晶度,放缓冷却速度。
三、成型后二次结晶、后结晶与热处理调控
制品脱模后并未停止结晶,会持续发生后结晶、二次结晶两类滞后结晶行为。二次结晶指初次结晶完成后,非晶区、结晶缺陷区域缓慢完善晶体结构的过程,周期可达数年;后结晶是未结晶区域在原有球晶界面持续长大,不产生新晶核。二者都会造成晶粒粗化、内部残余应力累积,引发制品翘曲、开裂、冲击韧性劣化、尺寸收缩等缺陷。
工业上依靠退火、淬火两种热处理方式调控滞后结晶:退火是将制品加热至熔点以下、热变形温度下方10-20℃,恒温或缓慢降温,促进链段充分重排,完善晶体结构、消除内应力。尼龙薄壁件快速冷却结晶度仅10%,经退火缓冷处理后结晶度可达50%-60%,尺寸稳定性大幅提升,大型精密塑料件普遍采用退火工艺。淬火则将熔融高分子快速冷却至低温,抑制结晶生成,得到高透明无定型结构,主要用于提升材料冲击韧性。
四、结晶度对聚合物制品性能的影响
结晶聚合物同时存在有序晶相与无序非晶相,两相比例(结晶度)直接改变材料全部关键使用性能。
力学性能层面:结晶度提升,分子链有序堆砌、分子间作用力增强,材料拉伸强度、弹性模量、热变形温度持续上升,但晶体区域会限制链段形变,材料冲击韧性下降。以聚乙烯为例,密度随结晶度升高而增大,密度0.91-0.95g/cm³时屈服强度7-31.5MPa,密度区间0.91-0.965g/cm³时弹性模量跨度70-1000MPa。
阻隔性能层面:晶体结构致密,小分子难以渗透,随结晶度上升,材料透水性、透气性同步降低。数据显示,PE结晶度43%透水系数0.65ml·cm/cm2·d·Pa×107,结晶度提升至74%后透水系数降至0.12,阻隔能力显著提升。
光学透明性层面:晶相与非晶相折射率存在差异,光线在两相界面发生漫散射,结晶度越高、球晶尺寸越大,制品透明度越差。快速冷却抑制结晶可获得高透明制品,但强度、模量会明显降低;无定型塑料天然具备80%-93%高透光率,而常规结晶塑料多为半透明,仅微晶聚丙烯为特例,透光率可达80%。
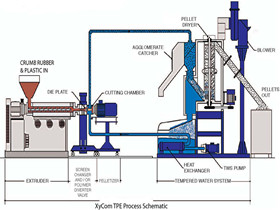
五、典型挤出成型工艺的结晶控制实例
不同结晶聚合物结晶动力学存在差异,挤出工艺需针对性调整冷却、拉伸条件:
聚丙烯吹塑包装膜为追求高透光,采用下吹水冷快速冷却工艺,限制球晶长大,实现高透明与均衡力学性能;高密度聚乙烯熔融纺丝依靠拉伸诱导结晶,将球晶转变为取向柱晶,获得高强度纤维;PVDC薄膜采用先预制晶核、双向同步拉伸工艺,生成细密晶粒,规避单向拉伸提前结晶导致无法二次延展的缺陷;聚1-丁烯为多晶型材料,非等温冷却成型管材后,室温存放会持续发生晶型转变,引发严重尺寸收缩,生产中需提前预判尺寸变化。
聚合物结晶是分子本征结构、成型工艺、后处理共同作用的复杂过程。在实际生产中,可通过调整分子链规整度、熔融工艺、冷却速率、拉伸应力以及退火/淬火热处理,精准调控结晶度、晶粒尺寸与晶体形态,以此匹配薄膜、管材、纤维、精密结构件等不同制品对透明性、强度、阻隔性、尺寸稳定性的差异化需求。把握结晶性能的变化规律,是优化高分子成型工艺、提升产品综合品质的核心关键。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-