- A+
一、概述
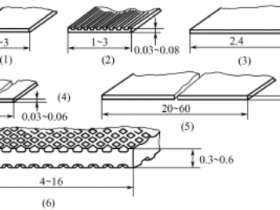
铝塑复合管是以交联聚乙烯 (XLPE ) 为内外层, 中间层夹一焊接铝管以增加管材的强度, 在铝管内外表面涂以胶黏剂与塑料层粘接, 采用共 挤包覆工艺成型。铝塑复合管截面结构见图1所示。内外管为交联聚乙烯材料, 这种材料具有优良的耐热性、耐老化性、耐环境应力开裂性、阻隔性、抗蠕变性; 铝管采用薄壁焊接式铝管,具有重量轻,比强度高,耐高压,抗静电,抗气体透过等性能。铝塑复合管集塑料管和金属管的优点于一身, 可取代传统的镀锌管,可在- 75~110℃温度下使用, 在95℃时其爆破压力可达8MPa , 具有不结垢、不生锈、无毒性、不霉变、使用寿命长、柔软性好、弯曲后不回弹、安装方便快捷等优点。
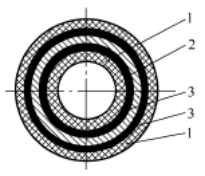
图1铝塑复合管结构示意图
1—交联 PE; 2—铝管; 3—铝管
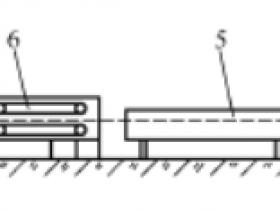
二、包覆共挤工艺
铝管焊接方法有两种, 一种是采用超声波焊机搭接焊, 另一种是采用高频脉冲氩弧焊机对接焊。前一种只能焊接较薄的铝带, 最厚不得超过0. 3mm, 因而管子比较柔软易于弯曲, 适合生产直径32mm 以下口径的管材; 其缺点是搭接部位重叠3mm,造成内外壁塑料层的缺陷, 导致管材连接时密封不严, 同时存在超声波搭接焊的焊缝强度低、易焊穿、管壁不均等问题。而高频脉冲氩弧焊对接焊铝管, 可形成一个完整的圆柱形状, 这种焊接方法是将铝片材完全熔化后进行焊接, 焊缝强度高, 焊缝完整, 能焊接较厚的铝片材 ( 0. 3~1. 5mm) , 焊接速度可达20m/ min以上。目前国内外基本都采用高频脉冲氩弧焊对接焊工艺。
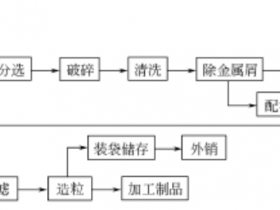
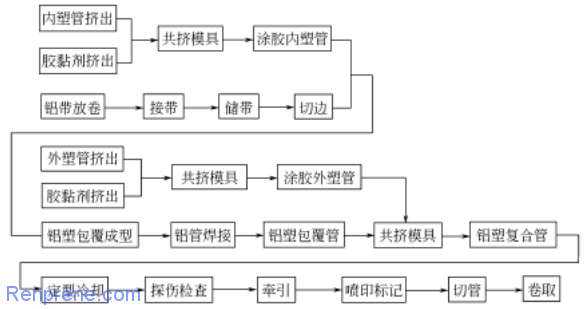
铝塑复合管生产工艺又分为一步法和二步法。一步法是指内塑管与胶黏剂共挤、铝片焊接成管、外塑管与胶黏剂共挤三个工序一步同时完成。生产路线为:
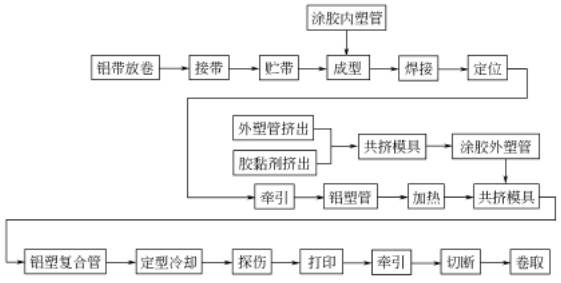
二步法铝塑管生产工艺 三个工序分步完成。第一步挤出涂胶内塑管, 第二步焊接铝管、涂胶内塑管和挤出涂胶外塑管共挤成铝塑复合管。也就是说二步法生产工艺由二条生产线完成。
第一条生产路线为:

第二条生产路线为:
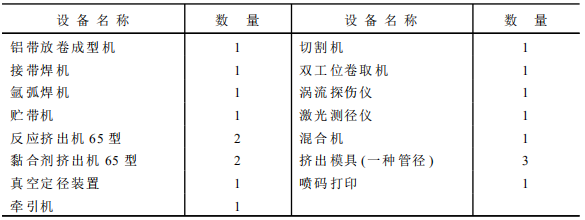
主要设备以国产SJLSG-65型一步法生产线为例, 它可生产外径为 14~63mm 的铝塑复合管, 最大生产量 800m/ h。化学交联铝塑复合管生产线设备见表1。
表1复合管生产线设备
铝塑复合管生产设备、模具性能及工艺特性与前面章节所介绍的管材生产、线缆 包覆模具和共挤模具基本相似, 其主要不同点为:
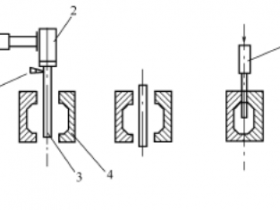
(1)铝管的焊接技术是生产工艺技术难点, 又是影响铝管峰力值的关键;
(2)铝管的定径装置必须满足 210~250℃的高温高压下的工艺条件;
(3)通常使用 4 台挤出机进行制管和涂胶, 挤出聚乙烯管的交联度是衡量铝塑复合管质量的重要技术指标;
(4)必须考虑内外塑管与铝管的粘接强度, 要求胶层均匀, 胶层不超过0. 1mm。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-