- A+
提示:本文的出发点在于强调理论联系实际,而非不重视专业人才。美特公司拥有5位全职的专业热塑性弹性体研发人才(50%研究生学历),及约5位兼职顾问,并且与青岛科技大学保持长期合作。
共混改性行业说得形象一点,与厨师炒菜有点类似,不一定非得烹饪学院毕业的厨师能炒出一手好菜!其实没学过高分子也能造得一手好材料!概况来讲通过借用中医的望闻问切手段,来对症下药,再通过厨师掌握火候,来达到最佳效果。这里我拿TPE-S共混料来举例!
一、首先,不管是什么路子出身,工具还是必须的:
①你自己,你的鼻子,眼睛;
②比重计,用于测试材料比重,主要判断填料的多少;
③熔融指数仪,用于测试某个温度点的流动性能,主要判断材料基料的选择;
④注塑机,用于判断材料的外观光泽,及流动性;
⑤拉力机,用于判断材料的拉伸强度、断裂伸长率、撕裂强度等;
⑥硬度计,测试硬度;
⑦挤出机,用于判断材料的挤出性能;
⑧烘箱,建议判断材料的耐高温性能、压缩变形性能等。
⑨小型开炼机(烙机)和压片机,用于观察材料凝胶、制作试样等。

热塑性弹性体熔融指数仪器
不要和我说,你除了硬度计,什么都没有,因为我们不是神仙!最近热播的电视剧《好先生》中的陆远主厨,对Peter·Henckels(双立人)刀具的痴迷,可见无论做哪行,我们得爱我们的工具!
二、接着重点,也是最关键的你得了解你的灶头,也就是我们常规使用的双螺杆挤出机器
①螺杆基本参数:a.长径比,b. 螺杆直径,c. 螺杆间隙;
相对来说TPE-S选择双螺杆机器的长径比要大于普通改性塑料,一般我们推荐的长径比是48:1,螺杆直径一般以65~75为主,间隙推荐20-30丝左右。
②机器参数:a. 主机功率,b. 最高转速,c. 下料、排气等位置;
如果不是做无卤阻燃TPE,我们推荐主机功率不需要太大,一般65机器,75~90KW就足够了,最高转速我们不建议很高,因为一般开转速在300~500转已经够了;抽真空排气位置,主要还是看材料具体情况,一般抽真空后留2节筒体,可以避免真空口冒料。
③辅机情况:a. 换网装置,b. 切粒装置,c. 干燥装置等;
对于外观要求高的材料,换网装置是必不可少的。切粒装置,一般来讲有条件的话,我们推荐用水下切粒,这样,什么硬度的材料都能做。当然,对于一些无卤阻燃TPE、染色TPE,我们还是推荐拉条切粒。对于无卤阻燃TPE加上干燥装置是必需的。
④螺杆组合,这个比较复杂,这里不做详细探讨,如果有问题,可以在韧客知道社区提问。
以上,谈到的只是一些大概,总之,你得根据你做的材料,选择合适的机器。
三、现在开始主题,老中医的望闻问切,我们就拿来用了!
注意这一部分的内容,完全得借助第一部分谈到的工具!
①望,也就是用眼睛看,当我们拿到客户的样品、粒子我们可以看外观,是否哑光?是否细腻?为了更好的达到望的效果,我们可以通过注塑机注塑试片、挤出机挤出条子、压片机压出薄片。具体初步分析可得如下推断:
1)外观哑光,我们推测用的sebs分子量比较大,当然也可能是SEBS分子量比较小,但充的油比较少;
2)外观细腻,我们推测用的SEBS分子量比较小,并且充的油的粘度也比较低;
3)外观如果有轻微的波浪形,我们推测SEBS充的油比较少,或者SEBS的分子量很高;
4)外观比较有关泽,我们推测SEBS的分子量比较低,塑料相含量比较高,充油量比较高。
对了提示下:如果直接观察客户的样品,可能会搞错,因为模具如果磨砂处理了,材料的光泽会被遮盖掉,所以一定要观察没做磨砂处理的那一面。
通过注塑试片、挤出条子,我们可以观察材料的收缩情况,通常收缩大,挤出的话是出口膨胀小,则说明SEBS充油量比较大。
通过平板压片机压薄片,我们能看到材料中是否有凝胶等(本身材料半透明才可以观察)。
通过看水下切粒的形状,我们能大致判断材料的弹性,一般接近圆形的,弹性更好,流动性略差,一般接近椭圆形的,弹性体一般,流动性较好。TPE-S的水下切粒的形状与TPV明显有区别,TPV水下切粒的形状有点不规则,下图,可以直观看到区别:
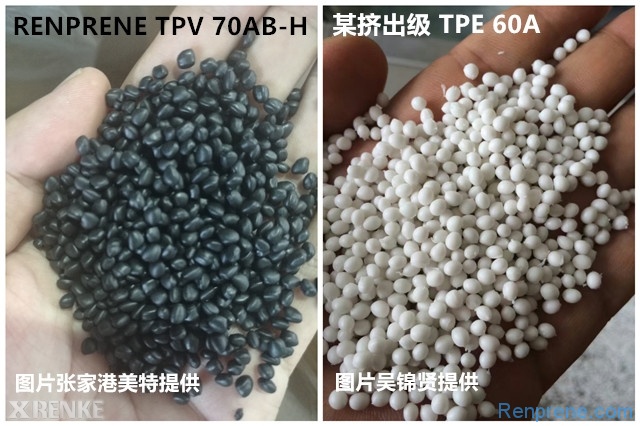
热塑性弹性体TPE颗粒图片
所以,有碰到提供的TPV和上面右图一样的形状,我们就知道这明显是忽悠啦!
还值得一提的是燃烧TPE-S后,看烟、残留物等,判断材料,如果烟大,说明苯乙烯含量较高,如果燃烧残留多,则说明填料多等等。这个需要我们自己多多总结。
②闻,也就是用鼻子闻,相对来说通过闻能获取的信息则比较少,比较典型的如下:
1)常规的含SBS的TPE则有一股苯乙烯的味道;
2)如果气味比较重,则可能用的油比较差,另外造粒温度很高;
3)如果燃烧后,有卤素的味道,那一般则采用溴系阻燃剂;
4)如果燃烧后,有蜡烛的味道,可能添加了POE等;
5)如果燃烧后,有酸味,则可能添加了EVA,TPU等。
我们建议,闻最好通过燃烧以后再闻,不同的材料确实会有不同的味道,当然这个需要很多的经验积累。如果像顶级品酒师一样,一闻都能知道酒精含量多高,那可能就可以闻出体系里面含有多少比例的油。
③问,如果我们得不到客户的样品或者样料,那我们只有通过问,来知道我们要做什么性能的材料,通常问主要是问3方面:
1)要达到什么样的材料性能?机械性能、物理性能、耐候性能、阻燃性能等等;
2)是通过什么样的加工方式加工的?注塑、挤出、吹塑、流延等等。
这一问是非常重要的一问,很多时候,我们开发出的材料性能完全满足客户,但是客户加工很困难,或者说成品率不高,最终客户还是不会用的。通常加工这一块最关键的是,要解决好3个问题:a. 流动性、b. 稳定性、c. 脱模性。
a. 流动性,通常注塑需要较高的流动性,挤出则需要较低的流动性,这里只是说一般情况,具体情况还和产品有关。关于吹塑,通常也是需要流动性较差,但实际上差的流动性并不一定就熔体强度高,而吹塑需要熔体强度高的材料,这里得区别下。
b. 稳定性,这个对于挤出、吹塑尤为关键,一般我们推荐造粒出来的材料用料仓均化一下。当然最好的是,整个造粒生产过程中出现的波动要尽可能的小,这样材料才稳定。
c. 脱模性,这个主要针对注塑和吹塑来讲,虽然可以通过模具温度控制,喷脱模剂来帮助解决脱模问题,但是客户讲究的是效率和成本,材料的良好的脱模性可以为客户降低很多成本。
3)最终客户能接受的成本是多少?
这个不用详细讲了吧,里面再提一点,当成本也没问题,我们还要考虑的是原材料采购是否稳定、方便,别万一批量生产了,原材料买不到了,那也会让人着急死啊!
④切,中医的切,主要是指切脉,也就是我们常说的“把把脉”,我们这里指主要通过一些工具测试材料的性能,当然也包括用手指掐、摸等手段判断材料的一些性能。
1)TPE-S中加了多少填料?我们用比重以来测试下;
2)TPE-S中加了多少油?我们用熔融指数仪来测试下,尽管高流动的TPE我们可以选择高流动的塑料,低分子量的SEBS,但流动性好的TPE-S,不可能少加油,油是提高流动性最明显的组分,尤其是低粘度的油。如果没有熔融指数仪,我们还可以通过注塑机来判断流动性,可以尝试不断降低注塑压力,注塑试片,看模具充满的程度,不过这个太费事,又不精确,有条件一定得买熔融指数仪。
3)用手指掐,如果指印消失的快,则说明材料回弹好;
4)用手摸,如果干爽细腻,则说明充油比例不高,SEBS分子量也不是很高,如果还有一点滑,则可能加了外润滑剂,比如芥酸酰胺等。
5)测硬度是最常规的检测,如果我们结合烘箱,我们还能检测材料的高温回弹性能,比如把材料试片放置在80°C烘箱中2个小时,我们迅速拿出来测试硬度,硬度下降的越明显,说明油充的比较多,SEBS分子量较低,可能加了POE等熔点比较低的塑料。
综合上面的望闻问切,我们能基本推断一个略微简单的配方的大致组成,用的是什么类型的SEBS、什么粘度的油、塑料相大致是什么?填料大致是多少?我想如果大家有足够多的总结样本,对照起来,将能很快的大致确定竞争对手的材料。就目前我们中国大多数中小型改性企业,不具备高端的检测手段,即使委外检测,费用也非常高,最最痛苦的是,即使检测出来了什么东东,就比如说告诉你TPE-S里面有SEBS,我相信,除非你挨个把市面上所有的SEBS都试过来,甚至你还要试SBS、SEEPS,否则一样是没有效果的!所以,锻炼这中医的一套“望闻问切”很重要!这个其实谁也教不了你太深,做高手还得靠自己!还得靠自己积累!
看到此贴的老板们,看到这里还不让你的技术团队来韧客知道社区啊!省钱又能做事,多好的平台啊!不来可惜啦!
四、还是主题,像厨师一样掌握火候来造TPE-S
都一样的原材料,怎么有的厨师烧出来的菜就好吃呢?就2个字“火候”!换做我们造粒TPE-S,就是掌握合适的工艺。造粒工艺主要分为2阶段:
1)原材料混合阶段
这一阶段通常被大家忽视,想想最简单的,没有混合机,我们用手拌拌,也不能行吗!其实,这只是碰到要求不高的案列!真正混好一锅料,我们要讲究加料的顺序,混合的时间,混合的温度,放料后存放的时间,尤其涉及充油、填料表面处理等等环节,我们都得摸索一些经验。
2)双螺杆造粒阶段
就这一阶段,我们认为最重要的是螺杆组合、温度设置、螺杆转速、停留时间,这几个因素不是单独设置的,而是相互之间要匹配。大家都知道情况比如,当我们转速开高,停留时间一般就缩短了,那我们温度设置一般要往上设置。
这一阶段的工艺,算是整个造粒的核心,尤其涉及一些反应挤出、无卤阻燃材料的生产,配方反倒成为次要的了。对于我们做造粒的同行来讲,上面第二部分讲到的,我们一定得充分了解我们的灶头(双螺杆挤出机),加上我们对我们所要造的材料的性能要求、原材料特性等等的充分了解,结合起来,才能真正掌握我们造粒的“火候”,本文只是抛砖引玉,希望大家多多交流,更多的希望大伙自己结合实际,在日常的技术工作中多多积累!快餐式的资讯文章少看看,多多整理有用的技术文章!
- TPV/TPE业务助理
-

- 更多好文敬请关注
-